Maayo nga bug-at nga katungdanan sa lawom nga lungag nga boring machine nga adunay mga gamit sa pag-drill
Deskripsyon sa Produkto
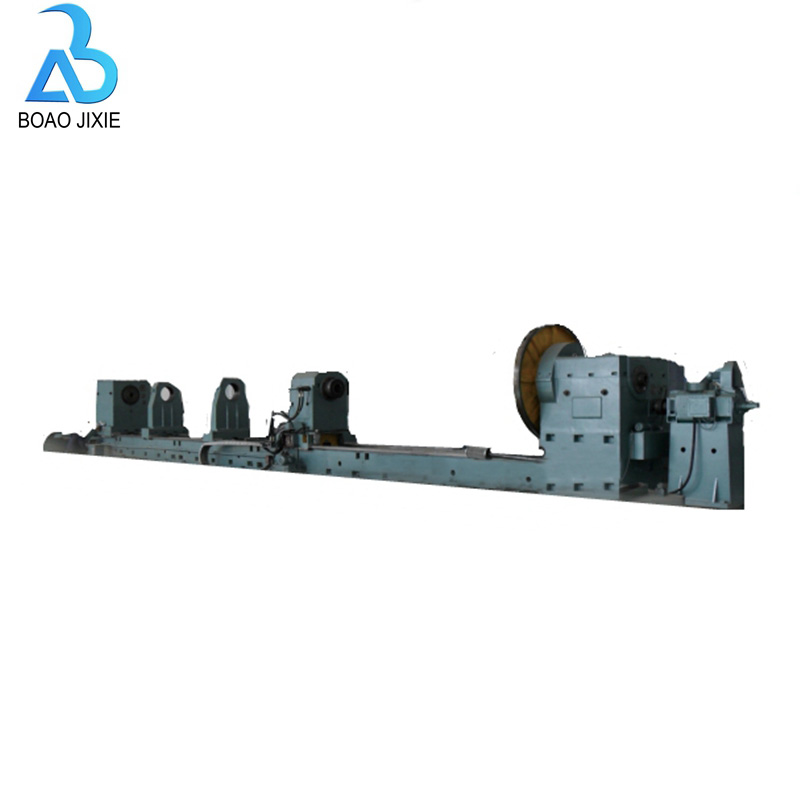
Ang T2180 nga makina nag-una alang sa pagproseso sa bug-at nga katungdanan nga cylindrical nga mga bahin, sama sa drilling, boring, expanding, roller burnishing ug trepanning, ug uban pa.Gawas sa machining through-hole, mahimo usab nga iproseso ang step hole ug blind hole.Kini nga makina gigamit sa usa ka halapad nga hanay, ang tipo sa proseso mahimong mapili base sa aktuwal nga panginahanglan.
Kung ang drilling, gisagop sa makina ang BTA internal chip removal type, ang oil feeder nagsuplay sa cutting liquid aron makuha ang mga chips gikan sa tumoy sa drill bar.Kung magduso-boring, ang cutting liquid moabot sa cutting area pinaagi sa gamay nga lungag sa oil feeder o dako nga lungag sa tumoy sa boring bar.
Ang chip na-flush gikan sa tumoy sa headstock.Sa diha nga trepanning, ang espesyal nga himan, tool bar ug clamping device kinahanglan nga himan, ang chip gipagawas sa eksternal nga matang sa pagtangtang.
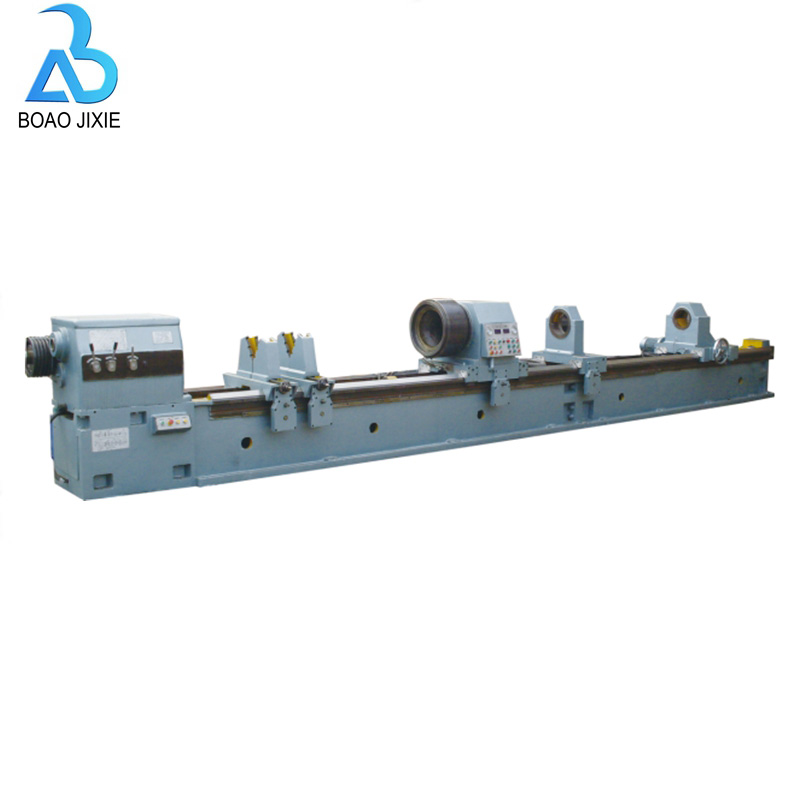
Kini nga makina gitigum sa drill box, nga nakab-ot ang doble nga rotation sa workpiece ug himan, ang usa ka aksyon magamit usab base sa aktwal nga panginahanglan.Kung ang workpiece nanginahanglan usa ka mubu nga tulin nga rotary, ang kahusayan sa proseso ug kalidad mahimong masiguro.
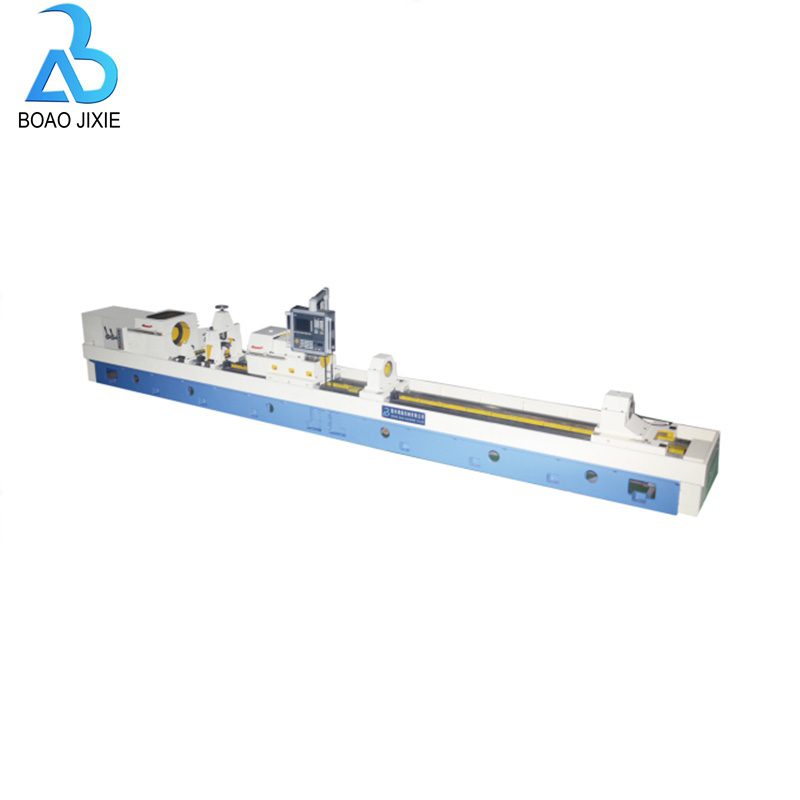
Ang headstock nagsagop sa bug-at nga katungdanan nga upat ka apapangig nga chuck aron ma-lock ang workpiece, ang makanunayon nga pahulay alang sa pagsuporta ug ang feeder sa lana alang sa pag-clamping sa hydraulic pressure.Gisagop sa oil feeder ang punoan nga istruktura sa axis nga nagpauswag sa kapasidad sa pagkarga ug katukma sa rotation.Ang lawas sa higdaanan adunay maayo kaayo nga pagkagahi, maayo nga pagsukol sa pagsul-ob ug taas nga katakus sa pagpadayon sa katukma.Ang tool feeding nagsagop sa AC servo motor aron makaamgo sa stepless speed regulation.Ang headstock naggamit sa DC motor nga adunay stepless speed regulation.Ang drill box gimaneho sa dako nga power motor, nga adunay speed regulate sa gear shift.
Ang hydraulic nga sistema adunay tukma nga pagkontrol kung ang pag-clamping ug pag-ayo sa workpiece, nga adunay taas nga kalig-on ug katukma.Ang tanan nga mga parameter sa operasyon gipakita pinaagi sa pagpakita sa metro, ang pag-clamping sa workpiece ug ang operasyon luwas, paspas ug lig-on.Gisagop sa makina ang kontrol sa PLC nga adunay interface sa tawo-machine, dali nga maoperahan.
Mga detalye
| NO | Mga butang | Deskripsyon | |
| 1 | Mga modelo | T2280 | T2180 |
| 2 | Sakup sa diametro sa drill |
| Φ60mm-Φ150mm |
| 3 | Max boring diameter range | Φ800mm | Φ800mm |
| 4 | Boring giladmon range | 1000-15000mm | 1000-15000mm |
| 5 | Workpiece clamping diameter range | 320-1250mm | 320-1250mm |
| 6 | Ang gitas-on sa sentro sa spindle sa makina | 1000mm | 1000mm |
| 7 | Ang rotation speed range sa headstock spindle | 3-120r/min | 3-120r/min |
| 8 | Diametro sa lungag sa spindle | 1-225r/min | 1-225r/min |
| 9 | Spindle Front taper hole diameter | Φ130mm | Φ130mm |
| 10 | Gahum sa motor sa headstock | 140# | 140# |
| 11 | Drill box nga gahum sa motor |
| 30KW |
| 12 | Drill box spindle hole diameter |
| 130mm |
| 13 | Ang atubangan nga taper hole dia.sa drill box |
| Φ85mm(1:20) |
| 14 | Drill box speed range |
| 16-270r/min |
| 15 | Sakup sa gikusgon sa pagpakaon | 5-2000mm/min (stepless) | 5-2000mm/min (stepless) |
| 16 | Pagpakaon sa karwahe paspas nga tulin | 2m/min | 2m/min |
| 17 | Pakan-a ang gahum sa motor | 11KW | 11KW |
| 18 | Pakan-a ang karwahe nga paspas nga gahum sa motor | 36N.M | 36N.M |
| 19 | Hydraulic pump nga gahum sa motor | N=1.5KW | N=1.5KW |
| 20 | Gi-rate nga presyur sa trabaho sa hydraulic nga sistema | 6.3Mpa | 6.3Mpa |
| 21 | Makapabugnaw nga bomba nga gahum sa motor | N=7.5KW(2 ka grupo)5.5KW(1group) | N=7.5KW(2 ka grupo)5.5KW(1group) |
| 22 | Gi-rate nga presyur sa trabaho sa sistema sa pagpabugnaw | 2.5Mpa | 2.5Mpa |
| 23 | Pag-agos sa sistema sa pagpabugnaw | 300,600,900L/min | 300,600,900L/min |
| 24 | Sistema sa pagkontrol sa CNC | Siemens 808 o KND | Siemens 808 o KND |
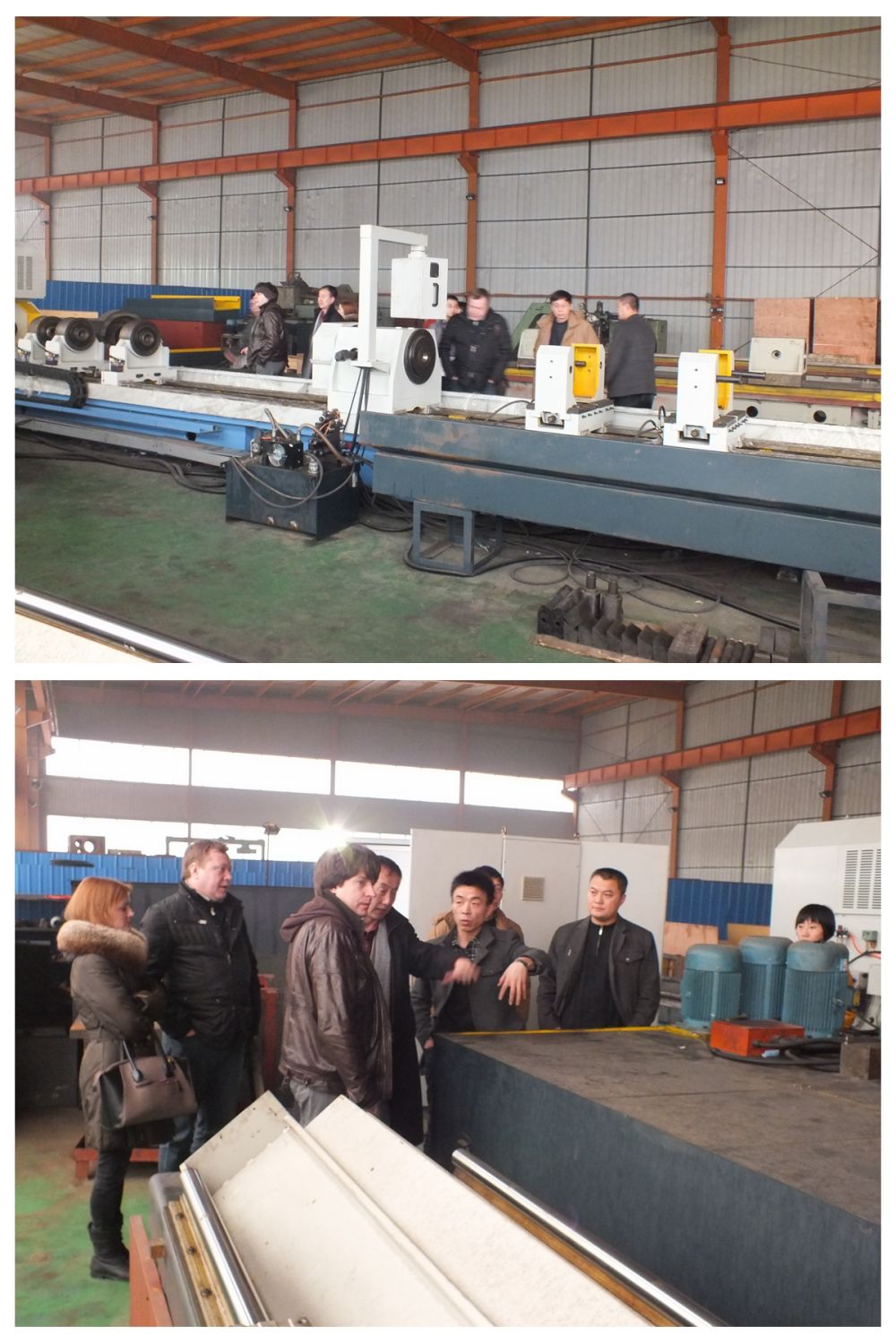
Mga Litrato Wall


Mga kategoriya sa produkto
-
China manwal deephole drilling ug boring machi...
-

Maayo nga kalidad nga bug-at nga katungdanan sa lawom nga lungag nga boring machine
-

Taas nga kalidad nga CNC deephole drilling boring machine
-

CNC Mabug-at nga Katungdanan Deep Hole Drill & Boring Ma...
-

China lawom nga lungag drilling ug boring makina su...
-
Taas nga kalidad nga lawom nga lungag drilling & boring m...





