
CNC Heavy Duty Deep Hole Drill & Boring MachineS
Deskripsyon sa Produkto
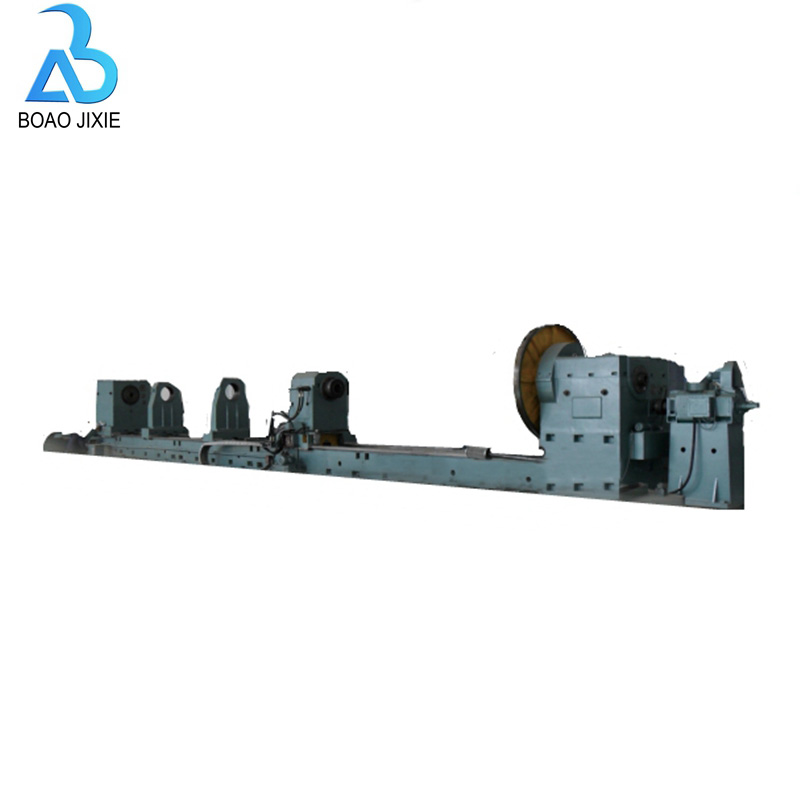
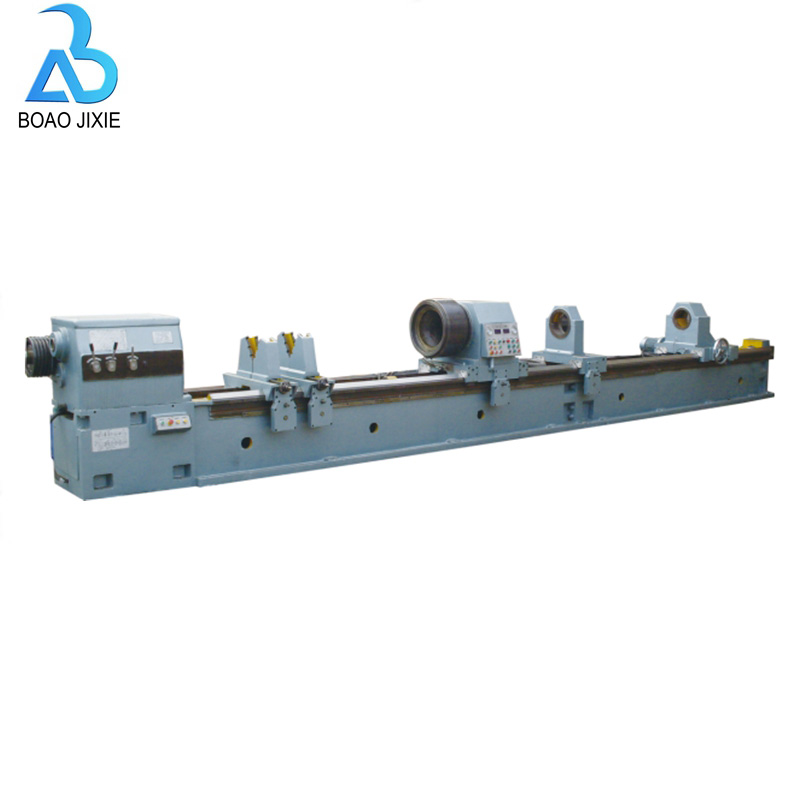
Ang makina nga T2150 nag-una alang sa pagproseso sa cylindrical workpiece.Ang himan gipadayon nga nagtuyok ug nagpakaon, kini nga makina makahimo sa proseso sa pag-drill, boring, pagpalapad ug roller burnishing, ug uban pa. Ang makina gitigum sa CNC system.Gawas sa machining through-hole, mahimo usab nga iproseso ang step hole ug blind hole.Ang headstock spindle gimaneho sa dagkong power DC motor, gamit ang multi-gear speed change ug stepless speed regulation.Ang proseso nagsagop sa mode sa workpiece rotating ug mga himan sa pagpakaon, ang coolant gihatag sa oil feeder o pinaagi sa katapusan sa boring bar, ang chip giduso sa coolant pressure.
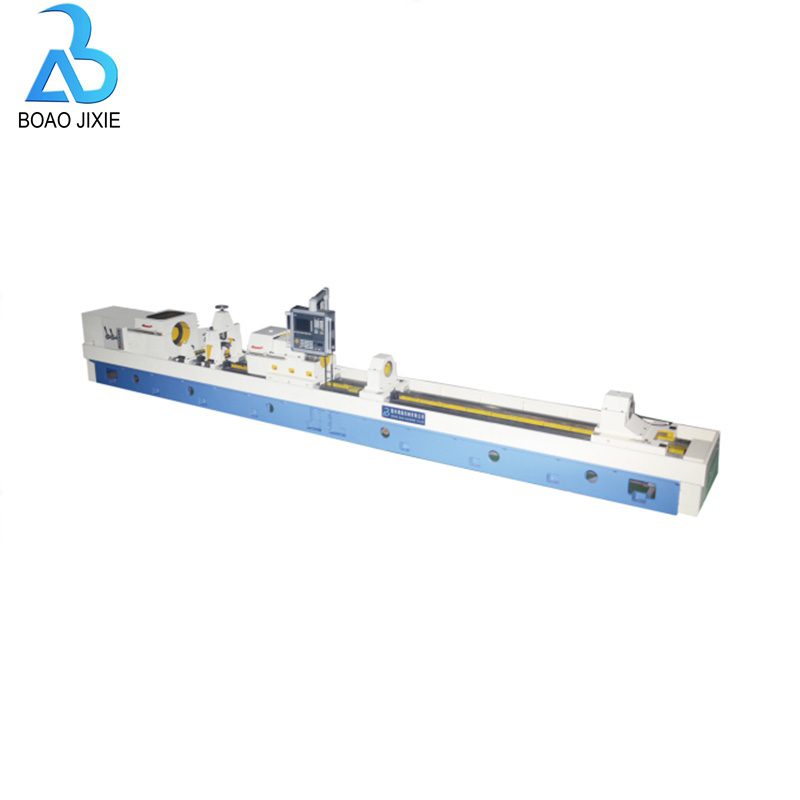
Ang bahin sa headstock gisangkapan sa tulo nga apapangig o upat nga apapangig nga chuck, ang feeder sa lana nag-clamp sa workpiece pinaagi sa servo motor.Ang oil feeder mahimong ibalhin ug ibutang sa daplin sa higdaanan nga lawas, ug pagmintinar sa kanunay nga clamping force sa workpiece.Ang hydraulic nga sistema adunay usa ka maayo nga kontrol sa diha nga clamping ug pag-ayo sa workpiece, nga adunay taas nga kalig-on ug maayo nga katukma.Gisagop sa oil feeder ang punoan nga istruktura sa axis nga nagpauswag sa kapasidad sa pagkarga ug katukma sa rotation.
Ang lawas sa higdaanan gihimo sa taas nga kusog nga puthaw nga puthaw, nga nagsiguro sa makina nga adunay igo nga katig-a.Ang giya nga track gitagad pinaagi sa hardening nga teknolohiya ug adunay maayo kaayo nga pagsukol sa pagsul-ob ug taas nga katukma sa pagpadayon sa abilidad.Ang tanan nga mga parameter sa operasyon gipakita sa meter display (CNC panel nahimutang sa kilid sa tunga-tunga nga bahin sa makina), ang workpiece clamping ug ang operasyon luwas kaayo, paspas ug lig-on.Kini nga makina kaylap nga gigamit sa paghimo sa espesyal nga silindro, silindro sa karbon, hydraulic nga makinarya, high pressure boiler tube, petrolyo, militar, elektrisidad ug industriya sa kahanginan.
Mga detalye
| NO | Mga butang | Parameter | |
| 1 | Mga modelo | TK2250 | TK2150 |
| 2 | Sakup sa diametro sa drill | / | Φ40-Φ150mm |
| 3 | Nagbagting ang boring diameter | Φ120-Φ500mm | Φ120-Φ500mm |
| 4 | Max.kalalim sa kalaay | 1000-18000mm | 1000-18000mm |
| 5 | Workpiece clamping diameter range | Φ150-Φ650mm | Φ150-Φ650mm |
| 6 | Ang gitas-on sa sentro sa spindle sa makina | 625mm | 625mm |
| 7 | Ang rotation speed range sa headstock spindle | 1-225r/min | 1-225r/min |
| 8 | Diametro sa lungag sa spindle | Φ130mm | Φ130mm |
| 9 | Spindle atubangan taper hole diametro | Sukatan 140# | Sukatan 140# |
| 10 | Gahum sa motor sa headstock | 45KW, DC motor | 45KW, DC motor |
| 11 | Drill box nga gahum sa motor | / | 22KW |
| 12 | Drill box spindle hole diameter | / | Φ75mm |
| 13 | Ang atubangan nga taper hole sa drill box | / | Φ85mm 1:20 |
| 14 | Mibagting ang tulin sa drill box | / | 60-1000 r/min |
| 15 | Sakup sa gikusgon sa pagpakaon | 5-3000mm/min(stepless) | 5-3000mm/min(stepless) |
| 16 | Pagpakaon sa karwahe paspas nga tulin | 3m/min | 3m/min |
| 17 | Pakan-a ang gahum sa motor | 7.5KW | 7.5KW |
| 18 | Pakan-a ang karwahe nga paspas nga gahum sa motor | 36N.M | 36N.M |
| 19 | Hydraulic pump motor | N=1.5KW | N=1.5KW |
| 20 | Gi-rate nga presyur sa trabaho sa hydraulic nga sistema | 6.3Mpa | 6.3Mpa |
| 21 | Makapabugnaw nga pump motor | N=7.5KW(2 ka grupo), 5.5KW(1group) | N=7.5KW(2 ka grupo), 5.5KW(1group) |
| 22 | Gi-rate nga presyur sa trabaho sa sistema sa pagpabugnaw | 2.5Mpa | 2.5Mpa |
| 23 | Pag-agos sa sistema sa pagpabugnaw | 300,600,900L/min | 300,600,900L/min |
| 24 | Sistema sa pagkontrol sa CNC | Siemens 808/KND | Siemens 808/KND |
Mubo nga sulat: ang numerical control system kay opsyonal
Mga Litrato Wall



Mga kategoriya sa produkto
-

Maayo nga kalidad nga bug-at nga katungdanan sa lawom nga lungag nga boring machine
-
Maayo nga bug-at nga katungdanan sa lawom nga lungag nga boring machine nga adunay ...
-
Taas nga kalidad nga lawom nga lungag drilling & boring m...
-

Taas nga kalidad nga CNC deephole drilling boring machine
-

China lawom nga lungag drilling ug boring makina su...
-
China manwal deephole drilling ug boring machi...





